
- Понедельник08:0019:00
- Вторник08:0019:00
- Среда08:0019:00
- Четверг08:0019:00
- Пятница08:0019:00
- Суббота08:0019:00
- Воскресенье08:0019:00










Автоматический кромкооблицовочный станок STOMANA KZM 6 TF5 PUR
1 223 400 ₴
- В наличии
- Код: KZM 6 TF5 PUR

НАЗНАЧЕНИЕ:
Автоматический кромкооблицовочный станок STOMANA KZM 6 TF5 PUR предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Идеально подходит для применения на предприятиях по производству корпусной мебели, а именно: офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, мебельные фасады, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:



СХЕМЫ ОБРАБОТКИ:
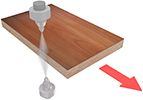
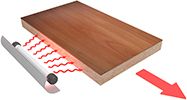
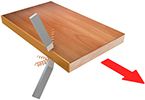
| 1. Подача кромочного материала | 2. Разделительная жидкость (опция) | 3. Предварительное фрезерование | 4. Предварительный нагрев заготовки (опция) |
 |
 |
 |
 |
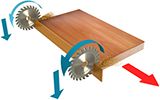
| 5. Клеевой узел | 6. Пресс группа | 7. Чистовая 2-моторная торцовка | 8. Фрезерование свесов |
 |
 |
 |
 |
| 9. Циклевка радиусная | 10. Очищающая жидкость (опция) | 11. Циклевка плоская (опция) | 12. Полировка |
 |
 |
 |
 |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
Идеальная точность, непревзойденное качество наклейки кромки, европейская надежность и продуманность конструкции, простота настройки и обслуживания.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
|
РАБОТА ПО ПУТЕВЫМ ТОЧКАМ На входе детали установлен датчик, который фиксирует начало и конец детали и с помощью энкодера, установленного на валу транспортера, с высокой точностью определяет, в какой момент времени должен срабатывать каждый узел станка. |
|
|
ПОДАЮЩИЙ КОНВЕЙЕР Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 73 мм. Привод-мотор-редуктор 2,2 кВт VARVEL.
 |
|
|
ТОРЦЕВОЙ КОПИР Торцевой многоступенчатый копир, установленный на фрезерном и циклевальном агрегатах гарантирует превосходное качество и идеальную точность фрезерования свесов и радиусной циклевки, а также отсутствие следов на деликатных кромках (3D, глянец, белые кромки). |
|
|
ЭЛЕКТРОКОМПОНЕНТЫ
|
|
|
ОБСЛУЖИВАНИЕ СТАНКА Станок обладает хорошей доступностью узлов и простотой обслуживания. Все пресс маслёнки вынесены удобное место для обслуживания. Не надо демонтировать части станка для замены инструмента. Все регулировки узлов подписаны и находятся на лицевой панели станка.
|










СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
 |
ПАНЕЛЬ УПРАВЛЕНИЯ Управление осуществляется с помощью пульта фирмы Unitronics.
|
|
|
КЛЕЕВОЙ УЗЕЛ Быстросменный клеевой с бачок с тефлоновым покрытием объемом 2 л. для клея EVA имеет нижнее расположение относительно клеенаносного вала.
|
|
|
ПРЕСС ГРУППА Зона прижима из трех роликов. Первый ролик большого диаметра приводной, второй и третий – допрессовочные конусные свободного вращения.
 |
|
|
ТОРЦОВОЧНЫЙ АГРЕГАТ Два промышленных двигателя (12 000 об/мин), 2 x 0,22 кВт TEKNOMOTOR. Две пилы Ф110 х ф32, Z = 30 BUP.
|
|
|
УЗЕЛ ФРЕЗЕРНЫЙ СНЯТИЯ СВЕСОВ Два промышленных двигателя (12 000 об/мин) 2 х 0,55 кВт TEKNOMOTOR. Фрезы сборные 4 ножа Ф75; Z = 4; R2 BUP. Ножи с двухсторонней режущей кромкой.
 |
|
|
УЗЕЛ РАДИУСНОЙ ЦИКЛИ Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла.
|
|
|
ПОЛИРОВКА Полировка необходима для финишной обработки кромки. Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин, мощность 2 х 0,18 кВт.
|
|
|
БЛОК ПОДГОТОВКИ ВОЗДУХА Состоит из регулятора сжатого воздуха, водоотделителя и маслораспылитель. ВОДООТДЕЛИТЕЛЬ
|







380 В Вес 950 кг Габаритные размеры, ШхДхВ 1220х3420х1510 мм Скорость подачи 10 м/мин Подача заготовки автоматическая Толщина кромочного материала 0,4 - 3 мм Общая мощность 6,7 кВт Мощность двигателей 2 х 0,55 кВт Обороты фрез 12 000 об/мин Мощность двигателей торцовки 2 х 0,22 кВт Фрезы узла снятия свесов кромки Ø75; Z4 мм Диаметр патрубков 2 х Ø100; 2 х Ø120 мм Кол-во патрубков 4 шт. Фрезы узла предварительного фрез. Ø60 х Ø20 х H48, Z = 3 + 3 Обороты пил 12 000 об/мин Толщина детали 8-45 мм Пилы торцовки Ø80 х 30 мм Габариты детали 100 х 100 мм
| Основные | |
|---|---|
| Производитель | Stomana |
| Страна производитель | Болгария |
| Состояние | Новое |
- Цена: 1 223 400 ₴